
LA2050® HighSpeed Crimp Wiring Desktop Station
LA2050® is an extremely flexible and highly adaptable Spirflame® Hi-Speed Soldering system for Crimp - Wire Assemblies of various crimp barrel and wire size combinations.
Wire sizes from 1 to 20 mm2 do adapt with a simple adjustment of fixture rails.
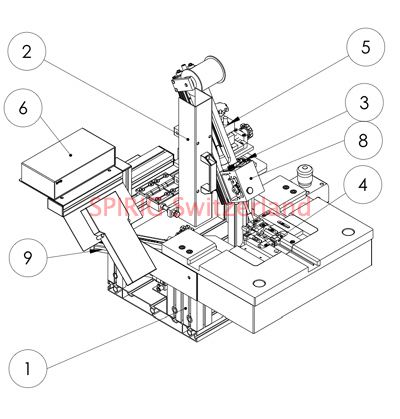
- (1) Supporting alumina profile structure
- (2) Heat diffusor for the Spirflame® heat source, gas artificial made from water 2H1O
- (3) X-Y-Z adjustment rails for the Solder Wire Feeder
- (4) Fixture nest can be turned in 90° steps in its alumina base plate
- (5) Pneumatic linear drive up/down for Solder Wire Feeder
- (6) Digital Control for all HiSpeed soldering timings and wire feed speed and feed length
- (8) Solder Wire Feeder
- (9) Pneumatic drive to move the "spirflame® heat" source to and from the crimp barrel heating vertically up targeting the "belly" of the barrel underside.
Flexibility & Adaptibility Pure
LA2050 is extremely flexible and highly adaptable.
In a few minutes the LA2050 can be easily adapted to smaller or larger sized wire diameters.
Detailed images are available on request at LA2050@spirig.com
(a) Fixture for the Crimp/Wire combination easily adapts through a set of rail / stopper fixing screws in all dimensions a Crimp/Wire construction might be changing. Special crimp heads might need some mechanical adaptions, shown in detailed images available on request.
(b) Solder-Wire-Feeder head is stepper motor driven. Position of feeder head / wire nozzle feed position is adjustable by a manual operated / mechanical x-y-z drive.
(c) Flame-Delivery-Head is pneumatic driven. The position of the flame nozzle(s) is adjustable by a manual operated / mechanical x-y-z drive.
By (a/b/c) the geometric / mechanical parameters are set.
The next needed change is to select the Spirflame® heating energy defined by (T1) heating duration and the established flame power (size of flame nozzle and flame gas pressure).
The solder wire feeding parameters (delay T2 and wire speed and wire feed length) too have to be keyed into the hand held terminal. These data are transferred into the Digital FlameControlBox (6).
The wire feed delay T2 is needed to allow the part to be brought up to the solder melting temperature. Only then the solder wire can be fed to the heated part and the wire will melt off there by the heat already "waiting" in the part. Properly managed cold solder joints are 100% avoided.
The parameter set found and established by experimenting are stored. Once these parameters have been defined and be tested for a certain type of <crimp +wire> combination then these established parameters will be valid, reproducible and will, as long as parts mechanics do not change, work "forever".